3D-Druckservice aus Leverkusen für Prototypen, Ersatzteile und Kleinserien
Datei hochladen, Materialberatung erhalten und fertiges Bauteil liefern lassen. Wir prüfen Ihre CAD- und 3D-Druckdaten persönlich und melden uns in der Regel innerhalb von 24 Stunden.
- Antwort in der Regel innerhalb von 24 Stunden
- Persönliche CAD-Prüfung und Materialberatung
- FDM & SLA für Prototypen, Ersatzteile und Kleinserien
- Express-Lieferung im Raum Leverkusen, Köln und Düsseldorf möglich
Das passende 3D-Druckverfahren für Ihr Bauteil
FDM für robuste Funktionsteile, SLA für feine Details: Wir empfehlen das Verfahren, das technisch und wirtschaftlich zu Ihrem Projekt passt.
Wirtschaftlicher 3D-Druck für funktionale Bauteile, Prototypen und XXL-Formate Mit dem FDM-3D-Druckverfahren fertigen wir belastbare Kunststoffbauteile für Prototyping, Ersatzteile und Kleinserien – präzise, effizient und lokal. Unsere technische Materialauswahl umfasst Polylactid, Polyamid, ABS, Polycarbonat sowie glas- und kohlefaserverstärkte Hochleistungsthermoplaste. FDM eignet sich für viele funktionale Anwendungen, etwa im Maschinenbau oder der Produktentwicklung. Auch großvolumige Bauteile bis 800 × 800 × 1000 mm setzen wir zuverlässig um – bei Bedarf mit Expressproduktion und Lieferung innerhalb von 24 Stunden im Raum Köln, Leverkusen, Düsseldorf und Umgebung.
Hochpräziser Resin-3D-Druck für feinste Details und glatte Oberflächen Mit dem SLA-3D-Druckverfahren fertigen wir hochauflösende Kunststoffteile mit glatten Oberflächen, exzellenter Maßgenauigkeit und feinen Details. Ideal für visuelle Prototypen, technische Funktionsmuster und komplexe Kleinserien mit hohem Qualitätsanspruch. Wir verarbeiten hochwertige Photopolymere wie Standard-, Tough-, Flexible- und PA-ähnliche Resins – auch für transparente oder belastbare Bauteile. SLA eignet sich besonders für den Modellbau, die Medizintechnik oder den Formenbau. Auf Wunsch liefern wir Ihre Bauteile bereits innerhalb von 24 Stunden im Großraum Köln und Umgebung.





Materialberatung, Projektbeispiele und Preisorientierung
Materialien für den FDM-3D-Druck: Vielseitig, wirtschaftlich, einsatzbereit
Beim FDM-Verfahren steht Ihnen eine breite Auswahl an Kunststoffen zur Verfügung – von leicht zu verarbeitenden Filamenten bis hin zu robusten, technischen Werkstoffen. Plattformen wie Hubs.com zeigen, wie vielfältig der Materialeinsatz in der Praxis ist.
Darüber hinaus stehen Ihnen für industrielle Anwendungen Hochleistungswerkstoffe wie Nylon, carbonfaserverstärktes PC, PETG-CF oder PAHT zur Verfügung – für besonders anspruchsvolle mechanische oder thermische Anforderungen.
Weitere Informationen zu FDM-Druck Materialien
SLA-Materialien im Überblick: Präzision trifft Vielseitigkeit
Mit dem SLA-Verfahren erfolgt der Druck in einem lichtempfindlichen Harz-Becken, bei dem ein UV-Laser oder DLP/LCD-Maske Schicht für Schicht aushärtet. Diese Technologie liefert besonders glatte Oberflächen, feine Details und hohe Wiederholgenauigkeit
Ob einfache Prototypen, funktionale Arbeitsteile, hitzebeständige Komponenten, flexible Gummi-Äquivalente oder biokompatible Dentalteile – im SLA‑Druck gibt es für jeden Einsatzzweck das passende Material.
Weitere Informationen zu SLA-Druck Materialien

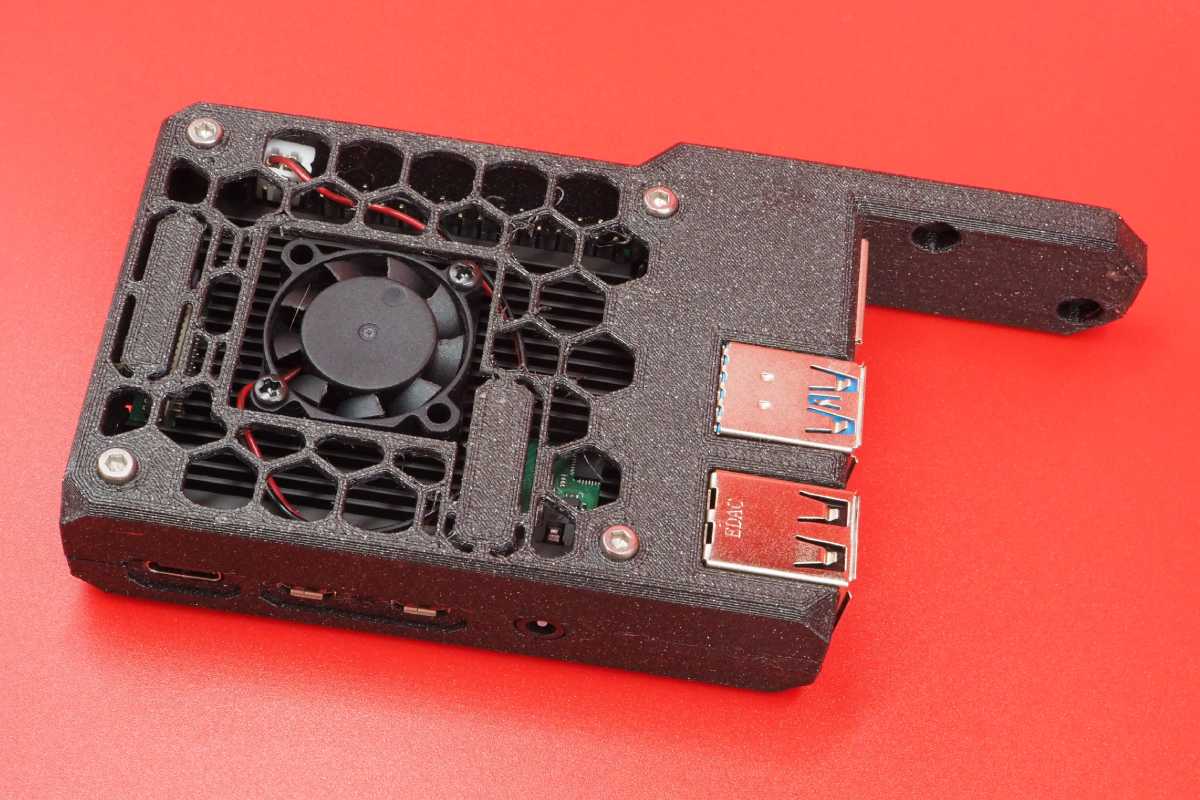
Robuste Kunststoffteile für Reparatur, Vorrichtungen und schnelle Prototypen. Ideal, wenn ein Bauteil belastbar, passgenau und zügig verfügbar sein soll.
Verfahren: FDM
Material: PLA, PETG, ABS oder ASA
Typisch für: Ersatzteile, Halter, Gehäuse, Prototypen
Richtwert: kleine Teile oft ca. 20–80 €, abhängig von Größe, Material und Aufwand

ASA eignet sich für Bauteile, die draußen eingesetzt werden: UV-beständig, robust und gut für technische Anwendungen im Außenbereich.
Verfahren: FDM
Material: ASA
Typisch für: Outdoor-Teile, Abdeckungen, Halterungen
Richtwert: meist ca. 30–120 €, je nach Bauteilgröße und Nachbearbeitung
Für elastische Komponenten wie Puffer, Schutzteile, flexible Halter oder griffige Bauteile. TPU ist richtig, wenn ein Teil nachgeben statt brechen soll.
Verfahren: FDM
Material: TPU / flexible Filamente
Typisch für: Dichtungen, Puffer, flexible Prototypen
Richtwert: häufig ca. 30–150 €, stark abhängig von Druckzeit und Geometrie

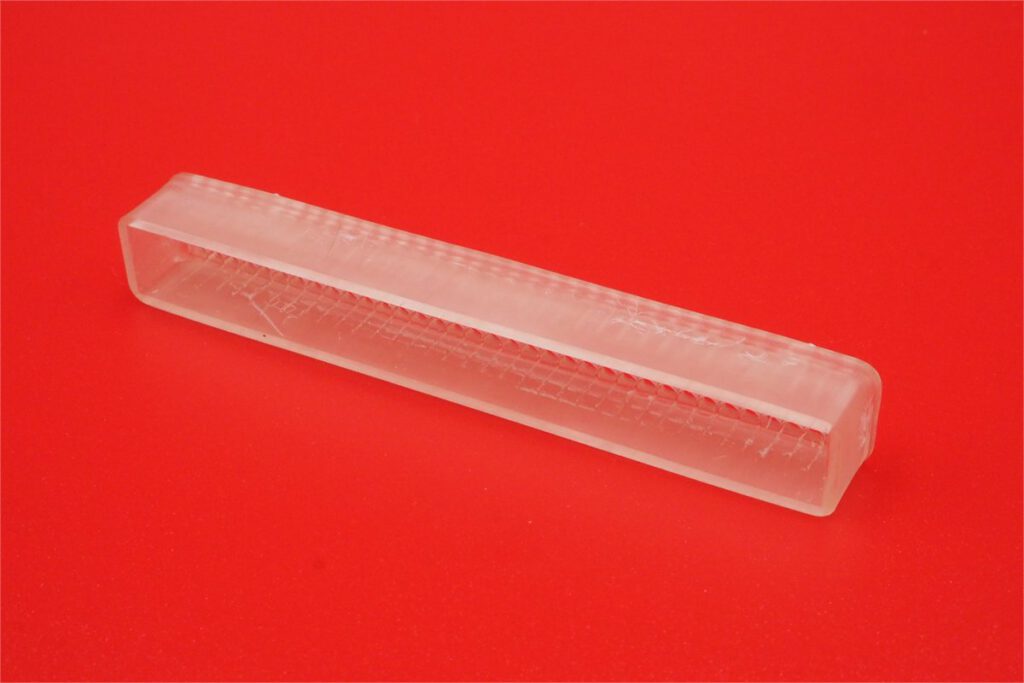
Wenn Details, glatte Oberflächen oder kleine Strukturen wichtig sind, ist SLA/Resin oft die bessere Wahl. Geeignet für Modelle, Muster und präzise Bauteile.
Verfahren: SLA / Resin
Material: Standard, Tough oder PA-like Resin
Typisch für: Detailmodelle, Designmuster, kleine Präzisionsteile
Richtwert: oft ca. 40–180 €, je nach Volumen, Material und Finish
So läuft Ihre 3D-Druck-Anfrage ab
Upload der Druckdaten
Starten Sie Ihre Anfrage direkt online.
Laden Sie Ihre STL-, STEP-, 3MF- oder Archivdateien hoch und wählen Sie die wichtigsten Eckdaten wie Material, Farbe und Stückzahl aus. Wenn Sie unsicher sind, lassen Sie die Auswahl einfach so gut wie möglich stehen: Wir prüfen Ihre Datei persönlich und melden uns mit Rückfragen.
Die Anfrage ist unverbindlich. Nach der Prüfung erhalten Sie ein detailliertes Angebot per E-Mail und können danach in Ruhe entscheiden.
Heute hochladen – morgen geliefert
Express-Lieferung im Großraum Köln – aus Leverkusen-Bürrig
Wir fertigen Ihre Bauteile inhouse und liefern auf Wunsch innerhalb von 24 Stunden nach Fertigstellung – schnell, direkt und zuverlässig aus unserem Standort in Leverkusen-Bürrig.
Regionale Express-Lieferung in folgende Städte: Köln, Düsseldorf, Bonn, Wuppertal, Solingen, Leverkusen, Bergisch Gladbach, Langenfeld, Monheim am Rhein, Dormagen Hürth, Frechen und Pulheim
Weitere Orte im Umkreis von 50 km beliefern wir auf Anfrage.
Lieferbedingungen im Überblick
Expressversand innerhalb von 24 h nach Fertigstellung (werktags, Mo–Fr)
Lieferung per Direktfahrt oder Expressdienst
Standardversand deutschlandweit (2–4 Werktage via DHL)